Ի՞նչ է ալյումինի էքստրուզիան:
Ալյումինի արտամղումը տեխնիկա է, որն օգտագործվում է ալյումինի համաձուլվածքը վերածելու օբյեկտների, որոնք ունեն որոշակի խաչմերուկային պրոֆիլ՝ լայն կիրառման համար:Դա ալյումինի մշակման ամենատարածված ռեժիմն է:
Էքստրուզիայի երկու տարբեր տեխնիկա
Գոյություն ունեն արտամղման երկու տարբեր տեխնիկա՝ ուղղակի արտամղում և անուղղակի արտամղում:
Ինչպիսի՞ ձևեր կարելի է արտամղել:
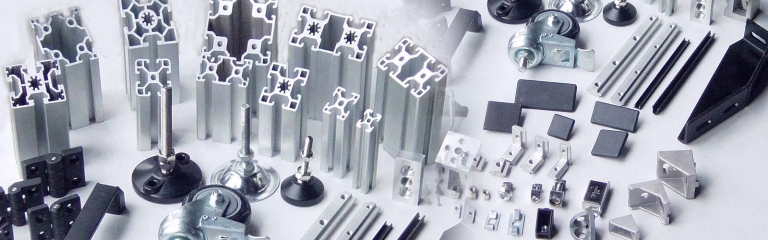
● Սնամեջ ձևեր. ձևեր, ինչպիսիք են խողովակները կամ պրոֆիլները տարբեր խաչմերուկներով
● Կիսապինդ ձևեր. այդպիսի ձևերը ներառում են ալիքներ, անկյուններ և մասամբ բացված այլ ձևեր:
● Կոշտ ձևեր. սա ներառում է տարբեր խաչմերուկներով ամուր ձողեր և ձողեր:
● Պատվերով ալյումինե արտամղման ձևեր. այս տեսակի ձևերը սովորաբար ունենում են բազմաթիվ արտամղումներ:Բացի այդ, դրանք կարող են լինել մի քանի գունային պրոֆիլներով փոխկապակցված ձևեր:Այս ձևերը ճշգրիտ են դիզայների բնութագրերին:

Ալյումինի էքստրուզիայի 6 քայլերը
● Էքստրուզիայի պրոցեսն իրականացվում է հզորության տարբեր մակարդակներով էքստրուզիոն մամլիչներում:Հիմնական գործընթացը կարելի է բաժանել վեց հստակ քայլերի:
● Եվ մինչ արտամղման գործընթացը սկսվելը, ձուլված ալյումինե բլիթները պետք է կտրվեն ավելի կարճ կտորների:Այն ապահովում է, որ յուրաքանչյուր արտամղված ձողի երկարությունը կլինի գրեթե նույնը և կխուսափի նյութի վատնումից:
Քայլ 1. Ալյումինե սալիկի և պողպատե թաղանթի տաքացում
● Բիլետները տաքացվում են սենյակային ջերմաստիճանից մինչև արտամղման ջերմաստիճանը:
● Ջերմության կորուստը կանխելու համար բիլետները վառարանից արագ տեղափոխվում են մամուլ:
Քայլ 2. Բիլետի բեռնում արտամղման մամլիչ կոնտեյների մեջ
● Ձուլված բլիթները լցվում են տարայի մեջ և պատրաստ են արտամղման:
● Խոյը սկսում է ճնշում գործադրել ջեռուցվող բլթի վրա և այն հրում դեպի ձողի բացվածքը:
Քայլ 3. Էքստրուզիա
● Տաքացվող ալյումինե ծածկը մղվում է գործիքի բացվածքների միջով:Այդ բացվածքները կարող են փոփոխվել տարբեր ձևերի և չափերի ալյումինե պրոֆիլներ ստեղծելու համար:
● Երբ ձողերը դուրս են գալիս մամուլից, դրանք արդեն դուրս են մղվում իրենց պահանջվող ձևով:
Քայլ 4. Սառեցում
● Էքստրուզիայի գործընթացին հաջորդում է արտամղված ձողերի/խողովակների/պրոֆիլների արագ սառեցումը
● Ցանկացած դեֆորմացիա կանխելու համար հովացման գործընթացը պետք է իրականացվի էքստրուզիայի գործընթացից անմիջապես հետո:
Քայլ 5. Ձգում և կտրում
● Հանգստանալուց անմիջապես հետո արտամղված ձողերը կտրվում են սահմանված միջֆազային երկարությամբ: Այնուհետև կտրված ձողերը բռնում են ձգիչով, որը դրանք դնում է արտանետվող սեղանի վրա:
● Այս փուլում արտամղված ձողերը գալիս են ամրացման գործընթացին, այն ապահովում է դրանց մեխանիկական հատկությունները` վերացնելով ճաղերի ներսում ներքին լարվածությունը:
● Ձողերը կտրված են հաճախորդի պահանջած երկարությամբ:
Քայլ 6. Մակերեւութային մշակում և վերջնական փաթեթավորում
● Մակերևութային մշակումները կատարվում են ալյումինե պրոֆիլների վրա, ինչպիսիք են անոդացումը, ցողումը և այլն՝ դրանց կատարողականությունն ու տեսքը բարձրացնելու համար:
● Էքստրուդացված ձողերը/խողովակները/պրոֆիլները փաթեթավորվեն և պատրաստ լինեն առաքման:

Ալյումինի արտամղման առավելությունները.
Ալյումինի արտամղման տեխնոլոգիայի ամենաուշագրավ առաջընթացներից մեկը կտրված երկարությամբ պրոֆիլներ արտադրելու ունակությունն է:Այս գործընթացը ներառում է ալյումինե պրոֆիլների արտամղում որոշակի երկարություններով՝ վերացնելով հետագա կտրման կամ մշակման անհրաժեշտությունը:Կտրված մինչև երկարությամբ պրոֆիլների առավելությունները բազմաթիվ են.
● Նվազեցված թափոններ. կտրված երկարությամբ պրոֆիլներով արտադրողները կարող են նվազագույնի հասցնել նյութերի թափոնները՝ արտադրելով պահանջվող երկարություններին հարմարեցված պրոֆիլներ՝ դրանով իսկ օպտիմալացնելով նյութերի օգտագործումը և նվազեցնելով ծախսերը:
● Ընդլայնված ճշգրտություն. ճշգրիտ երկարություններով պրոֆիլներ արտադրելով՝ կտրվածքից մինչև երկարություն էքստրուզիան ապահովում է հետևողական և ճշգրիտ չափսեր՝ նպաստելով անխափան հավաքմանը և նվազեցնելով հնարավոր սխալները:
● Հեշտացված արտադրություն. երկարությամբ կտրված պրոֆիլները զգալիորեն պարզեցնում են արտադրական գործընթացը, քանի որ դրանք վերացնում են լրացուցիչ կտրման կամ մշակման աշխատանքների անհրաժեշտությունը՝ խնայելով ժամանակը և բարելավելով ընդհանուր արդյունավետությունը:
Հրապարակման ժամանակը՝ Dec-18-2023